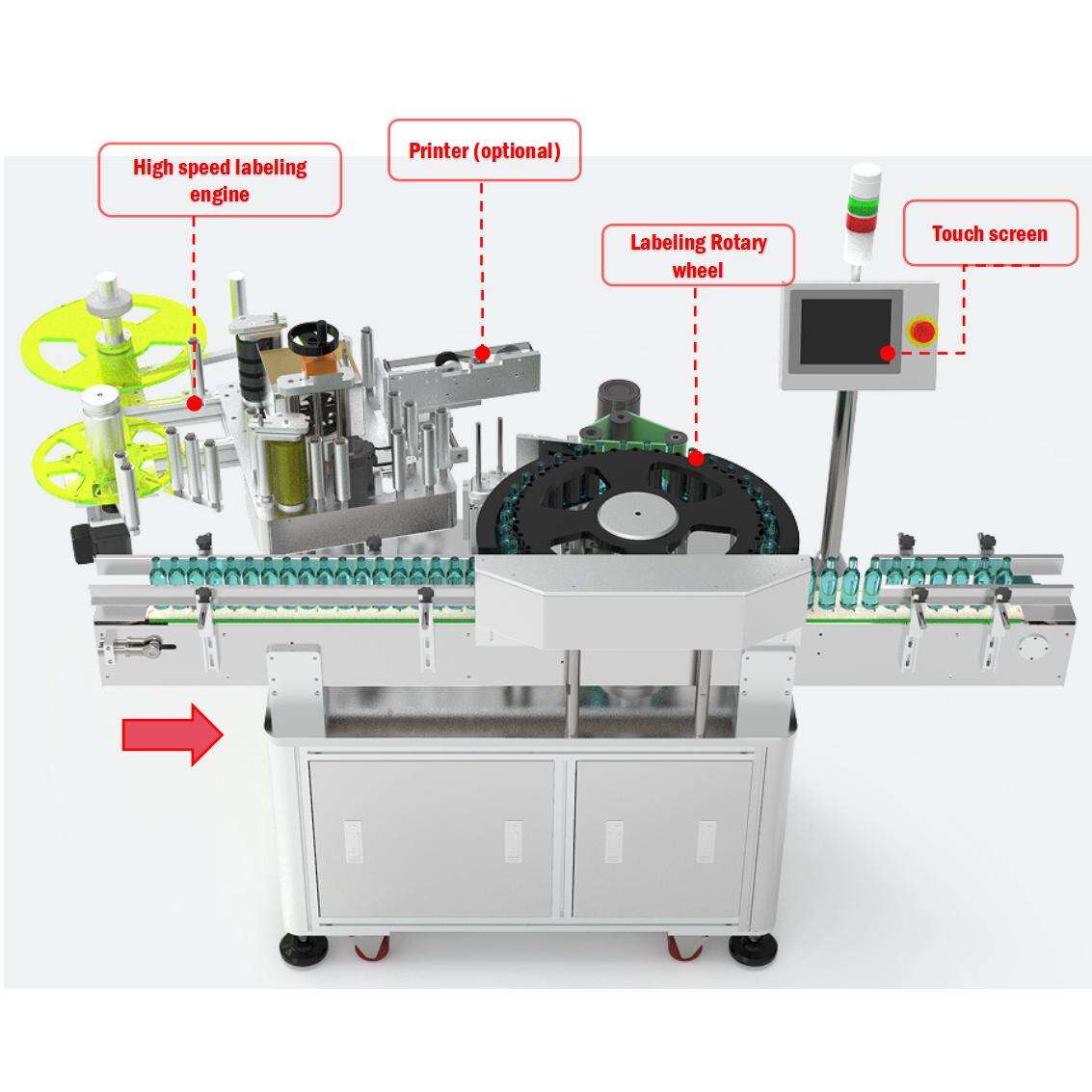
მარკირების მაშინა წარმოსახალი ფლასტიკის ბურთებისთვის მაღალი სიჩქარით
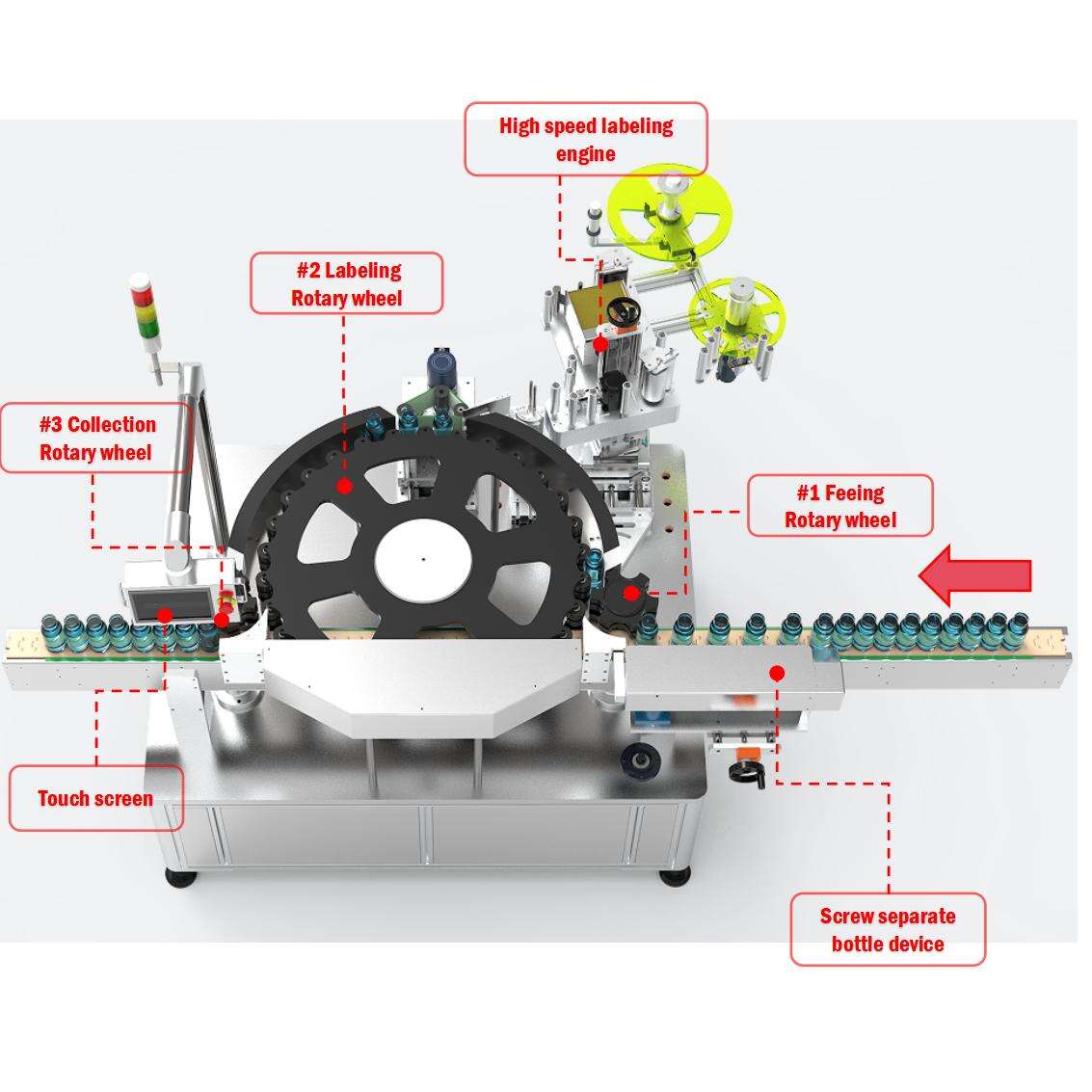
მაღალ მუშაობის სისტემა ნიშნული წყვილის გარშემო l ვიალის ნიშნული უწყვეტ როტაციის სხვიოლის გარშემო, მაქსიმუმ 500 ცალ/წუთი შეიძლება ნიშნული იყოს. არჩევანის ფუნქცია: 1. გამოყენებისა და გამოტანის როტაციული მაგიდა განსხვავებული ზომებით; 2. შემოწმება ან გაუქმება გადამორჩილი პროდუქციისა; 3. კოდის შემოწმების ფუნქცია; 4. პრინტერი: განსხვავებული ჰოტ-ფოილი, თერმოტრანსფერი და ლეზერული პრინტერები (არჩევანით) სამუშაო პროცესი ბურთების ტრანსპორტირება ნიშნული მაशინის ტრანსპორტერზე და შევსება მუხლის განსხვავებულ ბურთების შორის, ერთ-ერთი მანძილით გამოტანის შემდეგ, და განაგრძობა 1# ფედერის როტაციულ ფერდისკზე. ქვაბი 1# როტაციული თაფრიდან გადადის 2# როტაციულ თაფრზე, როდესაც სენსორი შემოწმებს ქვაბს, გაგზავნის სიგნალს PLC-ს, PLC კონტროლირებს 2# როტაციული თაფრის მუშაობას, 2# როტაციული თაფრი გადაგზავნის ქვაბებს ლეიბლების მისანიჭე ნაწილად ლეიბლების დასამატებლად; როდესაც ლეიბლის შემოწმების სენსორი გაგზავნის სიგნალს მოტორს, მოტორი მიწოდებს ლეიბლს ქვაბზე. 2# როტაციული თაფრი აღებს ქვაბს და გადაადგილებს ლეიბლის ჩამოხრების მოწყობილობაზე, სადაც სწრაფად დაამატებს ლეიბლს ქვაბზე. ლეიბლების დამატების შემდეგ, ქვაბი გადადის 3# როტაციულ თაფრზე და გადაიტანება გარეშე.
მაღალ მუშაობის სისტემა ნიშნული წყვილის გარშემო l ვიალის ნიშნული უწყვეტ როტაციის სხვიოლის გარშემო, მაქსიმუმ 500 ცალ/წუთი შეიძლება ნიშნული იყოს. არჩევანის ფუნქცია: 1. გამოყენებისა და გამოტანის როტაციული მაგიდა განსხვავებული ზომებით; 2. შემოწმება ან გაუქმება გადამორჩილი პროდუქციისა; 3. კოდის შემოწმების ფუნქცია; 4. პრინტერი: განსხვავებული ჰოტ-ფოილი, თერმოტრანსფერი და ლეზერული პრინტერები (არჩევანით) სამუშაო პროცესი ბურთების ტრანსპორტირება ნიშნული მაशინის ტრანსპორტერზე და შევსება მუხლის განსხვავებულ ბურთების შორის, ერთ-ერთი მანძილით გამოტანის შემდეგ, და განაგრძობა 1# ფედერის როტაციულ ფერდისკზე. ქვაბი 1# როტაციული თაფრიდან გადადის 2# როტაციულ თაფრზე, როდესაც სენსორი შემოწმებს ქვაბს, გაგზავნის სიგნალს PLC-ს, PLC კონტროლირებს 2# როტაციული თაფრის მუშაობას, 2# როტაციული თაფრი გადაგზავნის ქვაბებს ლეიბლების მისანიჭე ნაწილად ლეიბლების დასამატებლად; როდესაც ლეიბლის შემოწმების სენსორი გაგზავნის სიგნალს მოტორს, მოტორი მიწოდებს ლეიბლს ქვაბზე. 2# როტაციული თაფრი აღებს ქვაბს და გადაადგილებს ლეიბლის ჩამოხრების მოწყობილობაზე, სადაც სწრაფად დაამატებს ლეიბლს ქვაბზე. ლეიბლების დამატების შემდეგ, ქვაბი გადადის 3# როტაციულ თაფრზე და გადაიტანება გარეშე.

 KA
KA
 EN
EN AR
AR BG
BG HR
HR CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL IT
IT KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV CA
CA TL
TL ID
ID LV
LV LT
LT SR
SR VI
VI ET
ET HU
HU MT
MT TH
TH TR
TR AF
AF MS
MS GA
GA MK
MK BN
BN UZ
UZ KY
KY